








Top of the Class


Every so often, our company is confronted by the belief among certain design professionals that, as it is used by the pool industry, shotcrete is simply not viable for use as structural concrete in high-profile watershaping projects. The assumption, I’ve learned, is that the pool industry is filled with contractors and specification writers who know little about the material and therefore tend to produce substandard results.
I could argue the merits of the case, but let it suffice to say that the upshot of this widespread belief is that institutions and commercial clients hesitate to use shotcrete and instead prefer cast-in-place concrete, which they perceive as having greater quality and reliability in watershape applications.
We at Drakeley Swimming Pool Co. (Bethlehem, Conn.) recently encountered exactly that prejudice: A private high school that was in the process of designing and building a state-of-the-art aquatic center and an eight-lane, all-tile competition pool offered bid specifications that called for use of cast-in-place concrete, with shotcrete allowed as an alternative.
In approaching the project team, my challenge was two-fold: I had to make our company attractive as a fully qualified contractor, but also and more important in my view, I had to convince them that, done properly, a shell made using the shotcrete-application process would be their better choice.
CORE VALUES
Canterbury High School is a prestigious institution in the hills of western Connecticut. Built at the turn of the last century, the campus boasts architecture clad in dark-gray fieldstone and has the look of something out of a Harry Potter movie. An Ivy League ambiance resonates at every turn, belying the fact that the facilities behind the walls are as up-to-date and modern as can be – including an array of first-rate sports facilities.
Before this project, however, the one glaring exception was the school’s aquatic center. Our company had done some renovation work on the original pool – an antiquated tub old enough that at one time it used draw-and-fill circulation. At some point after our work was completed, an alumnus who’d been on the school’s swim team in the 1950s passed away; in his memory, his family dedicated a multi-million-dollar bequest to construction of a new facility.


| Delivering on the commitments we made to the design team was largely a matter of following our usual procedures for shotcrete application, including construction of solid, non-vibrating forms; installation of reinforcing steel to ensure complete concrete coverage; and a systematic, patterned approach to what was to be a multi-day shoot. |
From the start, the design team made it clear to us that they were after the state of the art. The surrounding structure and amenities for swimmers and spectators were in the hands of top-flight architects, and the pool itself had been designed by Gary Schultz of Aquatica Pools & Water Parks (New York), which, as we observed, had done a wonderful job with the plans and specifications. The one exception, we believed, was their favoring of cast-in-place concrete for the pool’s shell.
For bidding purposes, we’d been asked to submit information on a shotcrete structure for comparison to the cast-in-place architectural specification. They might have thought of this as a pro forma exercise, but we jumped at the chance to show why a monolithic shell made using the shotcrete process would be superior in many ways to a typical poured shell. (We were also motivated, of course, by the fact that we had the opportunity to build a top-quality competition pool that would serve a high-profile institution for decades to come.)


| In this case, the pool was so deep that we kept an excavator on hand to ease removal of any concrete spoils or incidental rebound. Frequent tests were also conducted to make certain the shotcrete material was being applied at (or beyond) the specified strength. |
We felt we were operating from a position of strength. History has shown time and again, for example, that cast-concrete pools have issues with expansion joints and watertightness that sooner or later produce water losses that can never fully be addressed. Our aim was to prove to the project team and Aquatica’s specification writers that shotcrete was a viable alternative if only because of its watertightness and structural longevity – not to mention the superior bonding it allowed with finish materials.
Our presentation obviously spurred a response. During the interview with the design group, in fact, the engineering committee quizzed us on what we were going to use as expansion or movement joints, thereby enabling us to explore with them one of the primary advantages of shotcrete: There are no expansion joints, nor is there any need for using bonding adhesive between areas of concrete placed on subsequent days.
This bonding, we know, is a common concern among engineers, who often wonder how it’s possible to create monolithic structures when material is placed over the course of many days.
DIGGING IN
Now we were on a roll.
Using the opening they gave us, we explained that transitioning applications from one day to the next included preparing the concrete in a construction-joint format that sets us a 45-degree angle treated with a gun or broom finish.
Before new material is applied, any overspray or miscellaneous dirt would be carefully removed from all exposed steel, and the already-applied material would be maintained in what is known as “saturated surface dry” (SSD) condition so there would be no moisture or liquid changes between already-applied and new material.
We further explained that, by using proper velocity (that is, 375 cubic feet per minute) in the shotcrete process and thereby driving fresh cementitious material into the pores of the previous day’s shoot, the result would a tremendous physical and chemical bond attributable to the properties of cement paste.
Once that issue was cleared away, they raised a second question about what we were going to add to the concrete as a water- or damp-proofing agent to prevent leaks or possible damage to finish materials. (We knew this would be an issue for them, because test holes dug previously indicated that the water table rose to a level two feet higher than the bottom of the dig elevation during certain seasons.)


| Optimal concrete strength is encouraged when you discourage surface evaporation, so we do all it takes to keep the surface saturated during the shoot and throughout the 28-day curing period. Done properly, the integrity of the shotcrete surface is so high that the finish can be applied directly to the substrate – without bonding or damp-proofing agents. |
My team’s response was simple: If pursued correctly, the shotcrete process is such that there would be no call for any water- or damp-proofing agent. This was another great opening, enabling us to explain that we would be applying a high-density, low-permeability, low-porosity material: The shell mix itself would be designed, engineered and installed to hold water on its own.
Now we called in our big guns, referring to three key documents published by the American Concrete Institute: CP-60 (02) – Nozzleman Certification; 506R – Guide to Shotcrete; and 506-4R – Guide to Evaluating Shotcrete. These publications defined the intended strengths and characteristics of properly placed concrete and completed the process of education we’d begun when our meeting started.
But while the project team knew a good bit more now than they had before, they were still hesitant to go out on a limb – either for me or for shotcrete – so I ended up taking that big step for them.
In retrospect, my proposal was really quite bold: We would guarantee that the pool would reach a defined minimum-acceptable concrete strength in 28 days and that the shell would be demonstrably watertight before finish application – all without any water- or damp-proofing agents. If those criteria were not met, we would rip the pool out and proceed anew with cast-in-place materials.
Basically, they couldn’t lose and had lots to gain, so the design team ultimately awarded the job to us and the shotcrete process we advocated.
ON SITE AT LAST
By that time, the old facility had been razed, leaving all of us to start with a blank slate. Many trades were to be working on site for the duration of the project, so one of the primary challenges was working with and around the scheduling of other activities – a calendar that involved sporadic stops and starts.
As it turned out, we were first to get going, based on the concept that whoever goes deepest goes first. We began with extensive excavation, then installed a drainage/dewatering system to take care of any potential issues with the water table. Next, we installed a base of gravel atop which we began installing construction forms, steel and pool plumbing.
All forms included solid, non-vibrating members to eliminate the possibility of inviting any voids or shadowing in shotcrete application. Once that was complete, we installed the steel reinforcement for walls and floors that were to be 12 inches thick with offset, double mats of #5 and #4 bars set at 12 inches on center. We used PVC chairs and wheel spacers for proper rebar separation and full concrete coverage and set guide wires for elevations, the multiple levels of the bond beam, the floor’s slope and the walls’ radiuses.
In all, the application required 350 cubic yards of material applied in seven days of shooting spread out over ten days in all. The mix design was set to achieve a minimum strength of 4,000 pounds per square inch after a 28-day wet cure.


| The finished pool is a triumph on all levels – and testimony to the fact that shotcrete, when applied (as it should be) according to basic concrete-industry standards and procedures, produces non-porous, ready-to-finish surfaces that truly hold water. |
We started in the radius sections where the walls and floor met to establish critical transition points, then shot the floor in sections. We chose to work with the wet-shotcrete process rather than the dry-shotcrete (gunite) process because we had some control over the environment and could easily apply a high volume of material without straining our finishers – and while achieving the specified minimum strengths.
Once in the pool, we consolidated and leveled off each shot section with a power screed and then applied a light broom finish. Everyone was well aware that the pool was to be lined with one-inch-square tiles, so critical tolerances were maintained throughout. After each day’s shoot, we’d place soaker hoses to keep the concrete in a saturated condition. This allowed the mix water to stay within the concrete matrix, thus encouraging optimal strength gain with no surface evaporation.
As mentioned above, each construction joint was kept in an SSD condition, providing us with moist receiving surfaces – but not ones that were dripping wet, as we wanted to avoid changes in chemistry and water-to-cement ratios relative to new material we were applying. The pool was quite deep (sloping from seven feet down to 12 feet), so we used scaffolds to work on the walls. We also kept an excavator with a long reach on site to facilitate removal of concrete spoils left behind by cutting and trimming and to dispose of small amounts of rebound.
Test samples of the concrete were extracted by an independent service hired by the design team. Technicians performed routine concrete analyses – including assessments of the compressive strengths of sample blanks. The first test sample was assessed after seven days at the lab, and we were all thrilled by the results, which came in at 6,200 psi.
Back on site, we let the concrete cure for 28 days. In the week that followed, we filled most of the raw shell with water and found no signs of leakage.
A SMOOTH FINISH
After the mechanical systems were installed (see the sidebar below), we applied the tile interior by placing its setting bed directly on the shot product.
This was possible because of the low permeability and high density of the concrete substrate: There were no issues at all with bleed water or bonding ability; indeed, use of bonding agents or water-/damp-proofing agents would only have added a potential bond-breaker to the project. (This approach worked so well that, in fact, the design team is now using these specifications in other commercial projects throughout New England.)
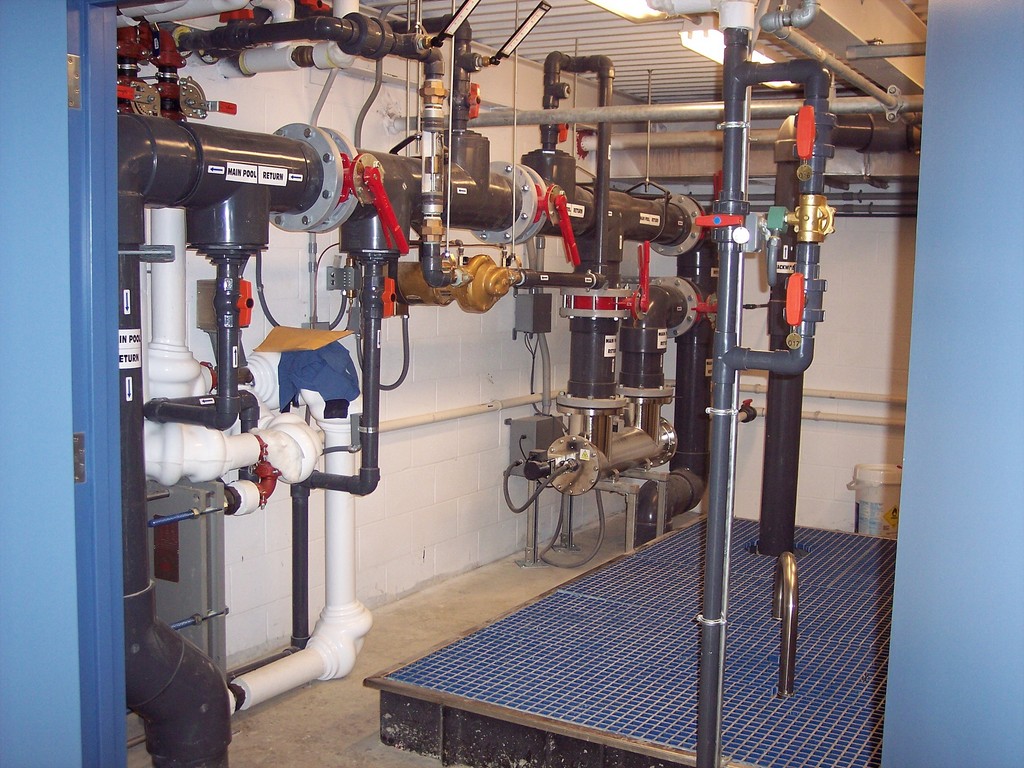
| Durable Efficiency
To the casual observer, the watershape at Canterbury High School looks like any other competition swimming pool – a standard 25-meter, eight-lane rectangle – but closer examination reveals every feature of this particular facility as being first-rate, from the lighting and HVAC systems to the pool’s all-tile finish and surrounding decks. The pool also boasts wonderful circulation and water-treatment systems more than capable of handling its 308,000-gallon capacity and turnover of 1,100 gallons per minute (that is, once every four hours, forty minutes). The system is driven by a 20-horsepower flooded-suction pump from Paco Pumps (Brookshire, Texas), while filtration is handled by a 60-square-foot, stainless steel vacuum sand filter from Paddock Industries (Rock Hill, S.C.). The filter is a huge, open tank, fully automated with a 300-gallon-per-minute backwash flow that uses an air-scour blower. This sub-grade filter also has ample capacity to handle the bather surge.
The overall system is designed for speed, minimizing wave action during competition and allowing for “automatic surge recovery,” which means that if there’s a sudden bather surge, an auxiliary pump activates, evacuates the gutter and momentarily reverses flow through three 24-inch-square main drains (each of which is equipped with a hydrostatic relief valve). This way, the gutters never flood to the point at which they might cause waves to rebound into swimming lanes. Chemical treatment is handled by an automatic sodium hypochlorite system from PPG (Pittsburgh, Pa.) managed by a PC 6000 ORP controller from Chemtrol (Santa Barbara, Calif.). That primary system is supported by an ultraviolet treatment system supplied by Hanovia Ltd. (Slough, Berkshire, United Kingdom) that reduces chlorine demand. W.D. |

It also helped that, even given the size of the project, the entire process went off in rapid order with very few glitches or delays. We began construction in June 2007 and the pool was commissioned in September 2008 inside a sparkling new building.
One factor that might have helped keep everyone on track was a “Netcast” arranged by the alumni association: They set up cameras on nearby buildings and displayed the entire project on the Internet, 24 hours a day, seven days a week. Knowing that we were being “watched,” all crews were aware that any on-site shenanigans were strictly off limits.
Everyone views the project as a triumph, from the school, its students and alumni to the architects and design team who pulled everything together. For us, however, everything was sweetened by overcoming misconceptions about the shotcrete process in winning the contract: It was an effort that, we hope, will come to exemplify what the pool industry must do to change perceptions of the way we work. It’s also a clarion call urging pool designers, engineers and builders to pay attention to basic standards and procedures recommended by the American Concrete Institute.
I know that entire organizations have built themselves on the notion that pool concrete is supposed to be porous, have strengths of less than 4,000 psi and can be made adequate by applying some topcoat to make the vessel hold water. The plain truth is that this sort of approach has prejudiced much of the commercial design/construction community against the pool industry:
I’d say it’s time to accept higher standards — and then exceed them, project after project.
William Drakeley is owner of Drakeley Industries, a design and structural-shotcrete consulting firm for swimming pools, water tanks, tunneling, mining and other infrastructural shotcrete applications; and of Drakeley Pools, a specialty watershape design, construction and service firm – both located in Woodbury, Conn. Drakeley holds the distinction of being the first and, so far, the only American Concrete Institute (ACI) Certified Examiner for Shotcrete Placement from the pool industry. He is also an approved trainer for ACI-Certified Nozzlemen on behalf of the American Shotcrete Association (ASA), an ASA Technical Adviser, a Genesis 3 Platinum member and a member of the Society of Watershape Designers and its advisory board. He has taught numerous courses on shotcrete application at the Genesis 3 construction schools and is a contributor to Shotcrete magazine.