








Concrete Cancer Part II
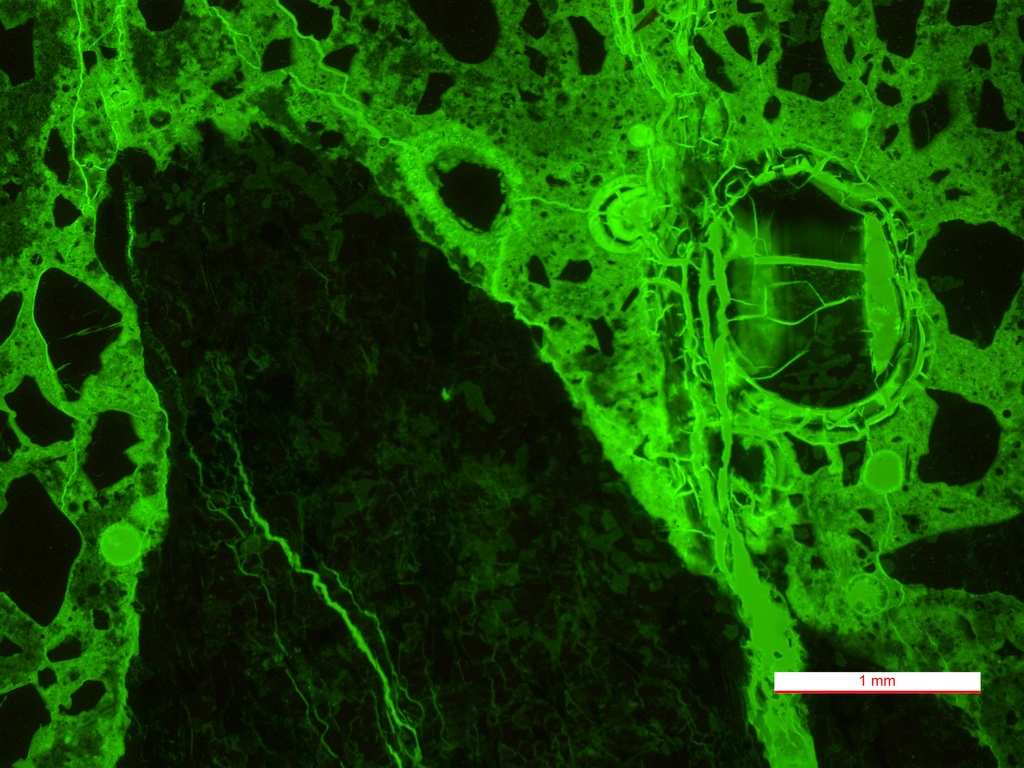
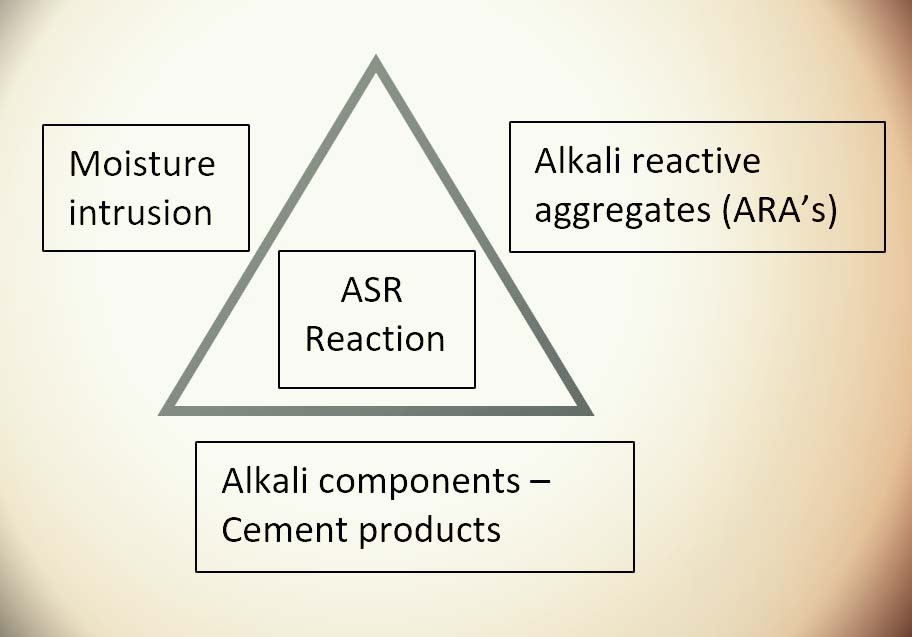
As discussed in Part I, Alkali Silica Reaction (ASR) is a common and potentially devastating “disease” that afflicts concrete. It’s caused by reactions that take place between the alkali compounds in cement and silica in many types of aggregate that grow and spread in the presence of water. Here’s how to prevent it.
By Paolo Benedetti
Avoiding ASR is entirely possible via some basic measures; but, you have to be aware of the issue going into the construction process. It’s not a problem that is easily remedied after the fact. Once the ASR gel starts to form, it can be almost impossible to eradicate.
Unfortunately, it is very difficult for contractors to know if Alkali Reactive Aggregates (ARA’s) are present in their mix design. In the past, regions with ARA’s did not experience ASR issues, because pozzolans such as fly ash, slag, silica fume, and metokaolin were commonly added to concrete.
Over the past few years, these pozzolans have become difficult to obtain, and therefore their addition has been simply omitted. For some contractors, that’s proven to be a serious mistake. The sudden omission of pozzolans in the concrete mix design almost immediately resulted in the onset of ASR issues, especially in regions where reactive aggregates are common.
POSITIVE PREVENTION
While finding pozzolans and other additive may be more challenging than in years past, there is no question that these materials are extremely effective in preventing ASR. The extra effort and expense involved in obtaining them is a powerful insurance policy in preventing the ASR problem through the life of the structure.
The chemistry is complex, but explained in the simplest way, pozzolans combine with the excess lime (calcium hydroxide) in the cement to form calcium silicate hydrate. Calcium silicate hydrate is what is responsible for holding together concrete. Because the pozzolans consume the excess lime, they increase the strength of the concrete, making it denser and reducing permeability. This makes the concrete less susceptible to water intrusion.
In this way, pozzolans significantly reduce or even eliminate the formation of ASR. Now, however, we can see how the simple elimination of pozzolans in a concrete triggers ASR in a mix-design where it never previously occurred.

The addition of pozzolans and other chemical admixtures, such as lithium and barium salts, and those mentioned just above, to mix designs containing ARA’s, can prevent the formation of ASR. But you must be aware of the regional possibility of ARA’s even being in the mix, so that these preventative measures can be taken.
SOUND CONSTRUCTION PRACTICES
Water intrusion into the concrete is a key contributing factor to the creation of ASF. Water can enter the structure from shrinkage cracks, low compressive values, poor shotcrete placement, leaking penetrations and ground water.
By utilizing engineered plans with steel schedules designed to control shrinkage cracks, one can prevent the rapid infiltration of water into the concrete matrix. Though ACI 318 and 350 allow a minimum reinforcement ratio of 0.18-0.20% for structural reinforcement, ACI 224R-08 recommends a ratio of 0.60% in order to eliminate shrinkage cracking. That’s almost three times the usual recommended steel!
Concrete compressive values in excess of 5,000 PSI will also reduce the permeability of the concrete by increasing the density. A 5,000 PSI mix design that utilizes water reducing admixes, pozzolans and waterproof admixes (e.g. Xypex, Kryton, Anti-hydro) can easily achieve 7,500 PSI.
The elimination of fissures and loose material in the shotcrete process will also prevent water intrusion. By not incorporating trimmings, rebound, and unconsolidated materials in the shell, you’ll remove the porous passages for water migration. Sand lenses and trapped rebound create fissures in the structure, through which water easily passes.
The failure to properly seal pipe and conduit penetrations or needlessly routing plumbing through the concrete, creates conduits for water migration as well. Because it is virtually impossible to seal penetrations on the back of a structure, it is a best practice to route as much plumbing as possible outside of the structure.
Routing pipes in trenches under the floor or around the walls, reduces the length of pipes in the concrete around which water can migrate.
Pipe penetrations through the vessel should be positively sealed with plaster seals and hydraulic cement or non-shrink grout. Simply relying on the plaster crew to seal these locations is asking for water migration into the shell.
Groundwater infiltration into the shell is another concern. Voids and imperfections underground are never observed and, left uncorrected, are another path of water migration. Since these imperfections cannot be remediated, the alternative is to direct and control the water accumulation around the shell.
Drainage mats on the side walls and under shell gravel beds direct the water under the pool. From under the pool, the accumulated water can be drained to daylight (sloping lots) or vacated with a dewatering well and sump pump.
OUT OF THE MIX
Why not just keep ARA’s out of the mix design? Doing so would seem to be the most straightforward preventive measure.
The problem is that identifying ARA’s and testing for them is not an exact science. The only sure way to test for ARA’s is to actually cast concrete samples, expose them to water, and then evaluate a cross section for the formation of ASR. Because the water infiltration is a function of time, water pressure, and concrete density/compressive value, the formation of ASR might not occur in a test sample. Yet, ASR may occur in the same mix design once installed in the field and subject to the inconsistencies that occur during construction.
There are a number of ASTM tests for ARA’s and ASR (ASTM C289, C1260, C1298, C1567). Each has its own weaknesses and inconsistencies, and therefore multiple overlapping test methods must be utilized to positively identify ARA’s and the formation of ASR. For example, the accelerated ASTM 1260 test method for ASR, falsely identifies 50-60% of aggregates as ARA’s, when in fact they are not (Concrete Construction 11/18/2011).
The easiest way to avoid ARA’s is to specify in your mix design that ARA’s are not to be utilized. While this will eliminate entire classes of aggregates that are known to cause ASR, it will not guarantee that they will be entirely eliminated. But, this relies upon the ready-mix supplier’s honesty, ability to read and follow specifications, and knowledge of their aggregate characteristics.
I use the following specifications (taken directly from ASTM C33 11.2) for concrete vessels, basements, retaining walls and wine caves: “Concrete that will be subject to wetting, extended exposure to humid atmospheres, or in contact with moist ground shall not contain any materials that are deleteriously reactive with the alkalis in the cement in an amount sufficient to cause excessive expansion of mortar or concrete (as determined by ASTM test methods).”
SUPPLIER RELATIONSHIPS
Developing a positive relationship with the concrete supplier (wet or dry mix) is the most critical aspect, although many are unaware of the phenomenon of ASR and ARA’s, let alone the composition of their aggregates.
Many codes place the onus on the direct purchaser of the aggregates to ensure quality of the materials that they buy and in-turn supply. However, there is also an ACI requirement that the end user must advise their ready-mix supplier that they do not want reactive aggregates. Because of these opposing requirements, it is important that there is open communication and written specifications.
Quality concrete suppliers constantly test their raw materials to ensure that they comply with the ASTM C33 Concrete Aggregates standard. Re-testing of the aggregates are required whenever their source of aggregates changes. Due to changes in the natural geology of a quarry, periodic re-testing should occur as well. Annual re-testing is also required.
ASTM C33 sections 4.2.4.1, 4.2.5.3, 4.3.3.3 all state that it is the responsibility of the person ordering the aggregates for use in concrete to specify and notify the quarry if ARA’s are allowed. Section 11.2 prohibits the use of ARA’s in structures exposed to water, subject to moisture or in direct contact with moist ground.
ASTM C94 Standard Specifications for Ready-Mix Concrete 5.3 Normal weight aggregates shall conform with ASTM C33.
ACI 506.2-13 Specifications for Shotcrete 2.1.3 states that aggregates in shotcrete shall comply with ASTM C33. Section 1.4.1.6 states the concrete supplier shall submit aggregate source, producers’ names, gradations, specific gravities, compliance with ASTM C33/C33M, and evidence that this data is not more than 1 year old (due to changes in quarried materials).
ACI 318 section 26.4.1.2.1 (b) allows the use of non-conforming C33 aggregates if it has been tested and demonstrated that they can meet the project requirements. The exposure to water and moisture in most cases will prevent the use of non-conforming aggregates, without proven mitigation measures.
Armed with all of these standards, builders and designers can easily avoid the use of ARA’s. If no alternative aggregates exist, rest assured that there are adequate measures available to mitigate the potential of ASR formation.
Florescent petrograph image courtesy of SGS Tech Services, Lawrenceville, GA. Concrete crack photo by Komcrit Preechachanwate | Shutterstock
Paolo Benedetti founded Aquatic Technology in 1993. He is an instructor for Watershape University and and has authored a myriad of articles on the finer points of pool construction and design. He is a pioneer in the field of aquatic design, constantly pushing the envelope, creating a number of firsts that spawned new trends in the industry.