








Where Concrete Meets Steel


The combination of concrete and steel is the currency of most modern construction, and there’s a simple economic explanation for that fact: The affordability and availability of the basic ingredients of cement, aggregate, water and rebar have made their combination viable for use in countries the world over.
Used together, especially when the cementitious product comes in the form of pneumatically applied concrete, reinforced concrete is incredibly flexible and can be used to create almost any shape we might imagine. And in the case of pneumatic application, those shapes can largely be created without the use of traditional concrete forms.
Indeed, it’s a construction matrix that can be used in such a way that the contours of the soil dictate the shape of the structure, giving the watershaper almost unlimited flexibility. It’s even fair to say that pneumatically applied concrete, properly reinforced with steel, has made the true art of watershaping possible – especially when we’re discussing inground pools and spas.
For all that flexibility and myriad other advantages, however, problems and even structural failures can occur with concrete structures. That’s why it’s important for all watershapers to understand the physical nature of these materials and, more to the point, how these characteristics relate to the science and mathematics that underlie building codes and why they are so crucial to achieving reliable project results.
TRACING A REVOLUTION
Let’s begin with an important distinction: As far as building codes are concerned these days, pneumatically applied concrete is known as “shotcrete,” a designation established by the American Concrete Institute in the early 1970s. This has caused considerable confusion, because we all know that concrete is pneumatically applied using two techniques, one known as shotcreting, the other as guniting.
|
Frequently Asked Questions In working with inspectors and contractors through the years, I’ve run into a number of questions that come up time and time again that have less to do with the mathematics of the structural design than they do with basic workmanship and construction issues: [ ] Is rust a problem? When it rains on a steel cage set in place in preparation for concrete application, the material often will show signs of rust shortly thereafter. Inspectors often point this out and require contractors to replace the rusted bars, but it’s often a judgment call: The only standard that applies to rust states that the bar cannot be so far gone as to reduce the all-important cross-section area, and there are those who say that a small amount of rust has been shown to actually increase the bonding characteristics between metal and concrete. When it comes to other materials covering the metal, such as mud or oil, that’s a different story. If anything that limits the bonding action is left on the rebar, the structure will be weakened. [ ] What is proper coverage for rebar? According to the Uniform Building Code (UBC), when casting concrete against permanently exposed earth there must be a minimum of three inches of concrete between the steel and the dirt. If, by contrast, the concrete is being cast against a wooden form (such as is the case with a retaining wall that will be backfilled after it’s been poured), then the clearance need only be 1-1/2 inches. The reason for the difference is that when casting directly against dirt the actual thickness of the concrete is certain to vary because of the imprecise contouring of the earth. Thus, the three-inch standard is there as a safety margin. When working a wooden form, the thought is that you have much tighter control over the thickness of the concrete. [ ] Why is shotcrete used in some areas and gunite in others? This is a tough one and has many different answers. Based on my own experience, however, I believe the reasons boil down to economics. In areas where quality raw materials are more immediately available, you see gunite as the more common choice because it’s less of an issue to haul the basic ingredients separately to the site for on-the-spot mixing. In areas where the economics are not so favorable to moving large quantities of raw materials – because, for example, of the distances they must travel – then you see more material mixed at the plant and shipped in as a premix. Such condition favors shotcrete. Certainly, this is a broad generalization, and you will find both methods used to differing degrees around the country. [ ] What happens when structural work can’t be finished in one day? The UBC permits work to stop and start if some basic guidelines are observed: The code states that if the material is allowed to sit for 30 minutes, all edges where new concrete will later be applied must be sloped to a thin edge before placing additional material. That edge must be cleaned and wetted. The reason for the slope is actually very simple, although I’ve found that most people aren’t aware of it: The code is written this way so that there is no build-up of rebound against the existing edge when you resume with concrete application. For both shotcrete and gunite, the material will achieve a good bond with previously applied concrete, mostly as a result of the force of application but also because of chemical bonding. As the particles of aggregate strike the existing surface, however, some of sand or rock is thrown out of the mix in the form of rebound. Because the cement in effect comes off those pieces of aggregate, the zone of the cold joint is coated with an extremely rich cement mixture. Between the richer surface and the pneumatic application, you end up with a good bond. — R.L. |
By common definition, the term shotcrete is used when the cement and aggregate are premixed with water, pumped through the system as a slurry and then sprayed into place. The term gunite, by contrast, is used when the mix is pumped through the system dry and water is added at the nozzle. Both methods achieve much the same results – and each has its advocates and advantages, as we’ll see below.
Gunite came first, appearing early in the 20th Century as part of the explosive development of concrete-construction technology through that era. The first rig was invented by engineer Carl E. Akely for The Cement Gun Co. and made its debut in 1910 at the Cement Show in New York.
By 1915, gunite had taken the building trades by storm and found use in projects as diverse as the construction of New York’s Grand Central Station, the lining of industrial furnaces and the revamping of water- and sewage-transport systems. Indeed, the technology saw expanding growth and seemingly limitless applicability right through the end of World War II.
At that point, the material underwent what some historians of the subject call its mid-life crisis: The necessity of using small aggregates that could easily be pumped dry began running up against the desire to use larger aggregates. This led to new rounds of experimentation and development and, ultimately, to the emergence of various forms of shotcrete as alternatives to gunite.
No one knows for certain who was first to see the potential of pneumatically applied concrete in the construction of swimming pools and other watershapes or exactly when it occurred. I’ve heard claims and counterclaims through the years and won’t step into these disputations here, but what I do know is that once gunite and shotcrete began to be used in shaping swimming pool shells, the industry was revolutionized and pools truly became available to the masses.
MADE TO ORDER
One of the keys to the success and acceptance of gunite and shotcrete is that they contain relatively little moisture when compared to some poured-in-place forms of concrete. That’s important, because it is generally true that the more water there is in the mix, the lower will be the grade of the concrete. So when compared to poured-in-place concrete, gunite and shotcrete can be made to be relatively strong and comparatively durable.
This is so because the evaporation of moisture from the concrete matrix leaves voids – and the greater the number of voids, the lower the structural integrity and strength. In addition, the voids make the concrete subject to chemical attack and less resistant to physical stress. (None of this alters the fact that the exposed surfaces of all setting concrete materials – poured-in-place, shotcrete or gunite – must be bathed in water to allow for proper curing!)
Beyond their competitive edges with respect to strength and durability, both shotcrete and gunite have distinct advantages over poured-in-place concrete because they hold their shapes once applied – and again they are related to moisture content. This shape-holding potential is there because pneumatically applied materials exhibit very little slump, which is defined as the distance concrete will fall when placed while wet in the shape of a cone.
(Anyone who’s been in the watershaping business for any length of time knows that if the nozzle man applies too much water in a gunite application, the wall can fall down, often a costly, time-consuming and frustrating mistake – and one caused by the tendency of over-wetted materials to slump to greater degrees.)
Another big advantage for shotcrete and gunite has to do with affordability. Other materials require an often tremendous amount of what is known as “false work,” that is, the construction of supports and forms needed to contain concrete as it is poured in place and sets. This false work requires its own engineering – often a huge percentage of the cost of the structure.
With swimming pools, of course, there are many cases in which some false work is required – for structures elevated out of the ground, for instance. As a rule, these will be among the most expensive of watershapes when it comes to cost of basic construction.
Taken all together, the advantages of affordability, flexibility, durability and strength make for shotcrete and gunite structures reinforced with steel that are capable of withstanding the forces arrayed against them by the surrounding environment in the form of expansive soils, settlement and other forms of ground movement as well as loads imposed by associated structures, seismic activity and, in the case of watershapes, the weight of the water itself.
HAPPY TOGETHER
The importance of reinforcing steel in all of this cannot be overstated, nor is it stretching a point to say that concrete and steel are made for each other in functional terms.
First of all, they bond well to each other – on the one hand with a strong mechanical bond related to the surface area of the steel that comes in contact with the concrete. This is why rebar is made with the familiar ridges on its surface: They dramatically increase the surface area available to create the mechanical bond.
On the other hand is a chemical bond that develops where the concrete attaches to the surface of the steel – not to mention the important point that encasement in concrete protects the steel from corrosion.
Beyond all that, however, the main reason concrete and steel are such a potent combination extends from the fact that these two materials, when combined, take advantage of each other’s strengths while offsetting each other’s weaknesses. For its part, concrete is wonderful at resisting pressure in the form of compression, but conversely is weak in tension. Reinforcing steel, by contrast, is well-suited for resisting loads present in the form of tension but, because of its typically narrow profile, has a tendency to buckle under compressive forces (and is therefore said to be limited with respect to compression).


| Steel does a fantastic job of reinforcing when it is set up and tied to allow for proper pneumatic application of concrete. In these two cases, however, steel’s ability is severely compromised by improper lapping that very often results in the creation of voids as the concrete is applied. |
When you combine the good characteristics of each, you have a material that provides tremendous strength in both areas. This is why, when you look at a structural plan for a concrete structure, it will invariably include specifics for both the diameter of the reinforcing steel (as indicated by its number designation) and the thickness of the gunite encasing it.
A typical steel specification for a reinforced-concrete inground pool, for example, will call for “grade 40 deformed bars conforming to ASTM Standard A-615.” The grade of the steel is a measure of its yield strength: If you place the bar in a machine and pull on it, the yield point represents the pressure required to stretch the bar and change its shape.
This is a point at which the material is no longer in an elastic state in which it stretches but then returns to its original shape when the pressure is removed. When you pass the yield point, the material instead becomes plastic and will not return to its original shape. That is considered failure of the material. The yield point for grade 40 steel is 40,000 psi; for grade 60, it’s 60,000 psi; and for grade 75, it’s 75,000 psi. These are the most commonly used grades of steel.
What gives steel its strength is not so much its diameter as it is the area of a cross-section – and it is this area upon with building officials rely in developing their codes. Thus, if you have rebar with a yield strength of 40,000 psi and a working stress of 20,000 psi (as dictated by building codes), you multiply that capacity by the area of the bar, which in #3 rebar is 0.11 inches. This calculation gives you a load-carrying capacity of about 2,000 pounds of working stress.
CRACKING THE CODE
This is where things get complicated, but it’s also where a little patience and curiosity can help you understand why the codes are written the way they are and why engineering specifications for load-bearing structures – which includes every water-containing vessel – are so important to their structural integrity and long-term success.
The first point to consider is that codes are written with significant safety margins, which is why steel schedules for all structures are set at about half the yield point for the steel in the given structure. Arriving at that determination for inground vessels is the result of calculating the “working stress” mentioned just above.
This “working stress” method of calculation is a more conservative approach than the “ultimate strength” model, which is commonly used in structural calculations for buildings and actually allows you to come closer to predicting the true yield strength of a structure. For water-containing vessels, however, code enforcers have taken the more conservative working-stress path, basically because it secures a greater level of assurance and safety against failure.
This conservatism is desirable in structures that hold water for two reasons: First, the load applied against the structure by the body of water is constant (that is, the earth pressure and the water are always there) and, second, even the most minor cracking can lead to leaks.


| It is extremely important to encase reinforcing steel in adequately thick layers of concrete. As the photo that opens this article shows, steel set in shallow concrete will fail in dramatic ways. When such vessels are stripped for repairs, the true extent of the disaster is plainly seen. |
Using these calculations, codes call out the sizing and spacing of bars used in shotcrete or gunite structures. Absent special variations, most shells will contain bars no larger than #5s spaced no closer than 2-1/2 inches. This is important, because it ensures that no spaces will be so tight that pneumatically applied concrete cannot completely fill in the spaces behind the rebar. This is why inspectors are so concerned about spots where multiple bars are lapped together: They can easily lead to voids or “shadows” behind the steel that will seriously weaken the structure.
In poured-concrete structures, such as grade beams or friction piles where larger rebar is used, this is not a problem because the concrete is often subjected to vibration while still in a liquid state to cause the material to fill in all voids around the rebar. You can’t do that in a swimming pool or other gunite or shotcrete structure. Instead, you must rely on the material’s self-compacting characteristics to fill the spaces behind the bars.
The upshot of these working-stress-based calculations (and as required by the building codes used throughout the United States) is that most properly designed and constructed swimming pools should be able to support at least twice the load that will actually be placed on them by the weight of the water and the stresses generated by the surrounding soil. Ultimately, the building-code-required safety factors result in good, safe places to be – and offer a very good reason to observe and follow engineering specifications in setting up a steel cage and applying an adequate thickness of concrete to it.
STRENGTH IN NUMBERS
There’s one other factor of concrete construction that bears discussion here: It has to do with achieving a certain “psi” of concrete.
What we’re talking about is the material’s ability to withstand compression as measured in pounds per square inch (psi). If you were to take a core out of a swimming pool’s wall, put it in a test stand and press it until it broke, the strength of the material would be a function of the area being pressed (measured in square inches) divided by the pressure required to produce the breakage.
For concrete “rated” at 2,000 psi, for example, a core measuring four square inches in surface area should support 8,000 pounds of pressure before breaking. (In effect, this is the “yield strength” of the concrete.) In designing structures, engineers are permitted by code to exploit only 45% of that strength – again ensuring a wide margin of safety against structural failure. That means with 2,000 psi concrete we’re designing around a load of just 900 psi.
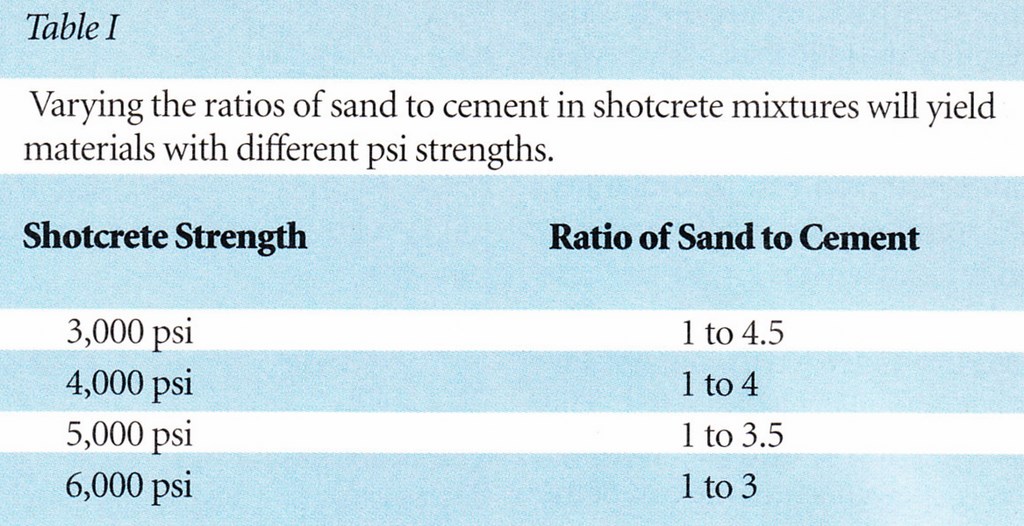
As mentioned above, the strength of the concrete is determined by the proportion of the cement to aggregate and by the cement-to-water ratio. Thus (to simplify a very complex topic), the more cement and the less water, the higher the strength of the concrete is said to be.
The 2,000-psi minimum-strength requirement commonly found in swimming pools and other watershapes is not a high standard compared to some other concrete applications. In high rises, for example, where load-bearing capacity is critical relative to the weight of the concrete, the mixes become very precise and so sophisticated so that they can achieve levels upwards of 10,000 psi. (In these very-high-end applications, a variety of plasticizers and admixtures are used to achieve the required strength.)
Even so, some gunite vessels constructed in accordance with the 2,000-psi specification will fail, despite the relative ease of achieving that rating. Often, subsequent testing reveals that the gunite did not rise to that standard, in which case the logical conclusion is that, to save money, the applicators failed to use enough cement relative to the amount of water and aggregate needed to achieve the required strength.
This is one reason that some contractors prefer shotcrete to gunite, because it’s easier to achieve proper ratios in a factory-mixed product. With gunite, by contrast, the operator can create a mix that will not have the required strength – inadvertently or not. By the same token, gunite offers the advantage of enabling a skilled nozzle operator to reduce the amount of water in the mix, which can result in concrete that easily exceeds the 2,000-psi standard.
The bottom line with all of this is that if you follow a structural plan written to meet or exceed code requirements, the result will be a reliable concrete structure. If you stray from the path, you undercut decades of careful study and engineering – and can rest assured that what you save in time and money on the front end will almost certainly come back to haunt you (and your customers) at some point down the line.
But if your goal is to create a sound structure that will hold water for the long haul, there’s no sense in guessing about the size and spacing of steel or the thickness and strength of the concrete: It’s all right there for you, in the plans..
Ron Lacher is president of Pool Engineering Inc., in Anaheim, Calif. A licensed civil engineer, he spent the first ten years of his career managing large-scale construction projects for a variety of governmental agencies before becoming a pool builder in Southern California. In 1992, Lacher founded Pool Engineering, which specializes in developing structural and engineering plans. Since then, the firm has provided structural documents and details for thousands of residential and commercial swimming pools. He regularly serves as a field expert for California’s Contractor State License Board, insurance companies, homeowners and pool-construction companies.